JJG (輕工)59-2000《MIT式耐折度測定儀檢定規程》
本規程非等效采用ISO 5626:1978《紙——耐折度的測定》中有關試驗儀器的結構參數、技術要求和校準方法等技術內容。
1范圍
本規程適用于MIT式耐折度儀(以下簡稱“耐折儀”)的首次檢定、后續檢定和使用中的檢驗。
2引用文獻
本規程引用下列文獻:
《JJF 1001——1998通用計量術語及定義》
《GB/T 2679.5-1995紙和紙板耐折度的測定(MIT耐折儀法)》
《QB/T 1049——1998紙與紙板耐折度儀》
使用本規程時應注意使用上述引用文獻的現行有效版本。
3概述
耐折儀是ISO 5626規定使用的,紙與紙板耐折度測定儀器中常用型式之一。
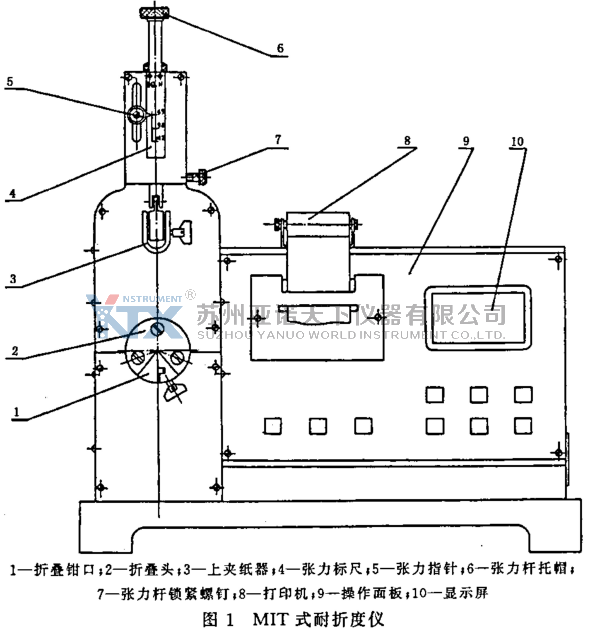
耐折儀是滿足相關標準規定的折疊角度、折疊速度、標準張力及幾何特性參數要求的特殊試驗裝置,它主要由折疊頭、張力機構、傳動機構及測控系統等部件組成.耐折儀外型結構如圖1所示(其他與圖示結構不同的MIT式耐折度儀均適用于本規程)。
4 計量性能要求
4.1折疊次數誤差
耐折儀測量結果值是試樣在規定條件下的折疊次數,儀器記錄和顯示的折疊次數,誤差不應超過士1次。
4.2彈簧張力示值誤差
彈簧張力機構的標尺示值應與實際張力相一致。在標準張力為9.8N,指針示值誤差為零(指針壓線)的前提下,標尺位置不重調,則4.9N和14.7N的示值誤差均不應超過標尺刻度的一個分度值(士0.49N)。
4.3張力杅摩擦力
張力桿摩擦力不應影響彈簧對試樣施加張力的準確性,在張力指針示值為4.9N、9.8N、14.7N時,張力桿摩擦力均不應超過0.25N。
4.4張力波動值
耐折儀工作過程中張力波動值應不超過0.34N。
4.5折疊角度誤差
耐折儀折疊角度為左右各135°,誤差不應超過±2°。
4.6折疊速度誤差
耐折儀折疊速度為175次/min ,誤差不應超過±10次/min。
5通用技術要求
5.1外觀和各部分的相互作用
5.1.1耐折儀外觀表面應無碰傷、劃傷、銹斑及影響測量準確性的其他缺陷。
5.1.2耐折儀張力標尺及指針位置應能在一定范圍內方便調節,調節操作應方便、省力。
5.1.3耐折儀工作過程中,各運動零部件動作應靈活且不應有摩擦阻滯現象。
5.1.4耐折儀應有標牌和必要的標記,主要內容包括:
——出廠日期、編號或生產批號;
——制造廠名;
——儀器名稱、型號;
——準確度等級;
——計量器具制造許可證標記等。
5.2試樣夾持機構
耐折儀試樣夾持機構夾紙應牢靠,不應有松動和滑移現象,夾紙器旋鈕手柄操作應方便省力。
5.3測量控制系統功能
耐折儀的動作程序由電子測控系統控制,工作過程中的啟動、折疊試樣、斷裂自停、張力機構復位、折疊次數自動顯示、記錄等工作程序應連貫,動作應可靠。
5.4噪聲
耐折儀正常動轉時,噪聲聲壓級應不超過65dB(A)。
6計量器具控制
6.1 檢定條件
6.1.1檢定環境條件應符合下列要求:
——環境溫度:10℃~30℃;
—一環境濕度:相對濕度≤80%﹔
——工作臺穩固,臺面平整;
——工作電源電壓的波動范圍應不超出額定電壓的±10%;
——工作環境清潔,無震動。
6.1.2檢定使用的計量標準器具、量具和工具包括:
——力值誤差不超過±0.1%的專用重力砝碼;
——分度值0.1s的秒表;
——型萬能角度尺;
——投影儀;
——大型工具顯微鏡:規格150mm×50mm,分度值0.01mm;
——聲級計;
——其他通用工具、量具等。
6.2檢定項目和檢定方法
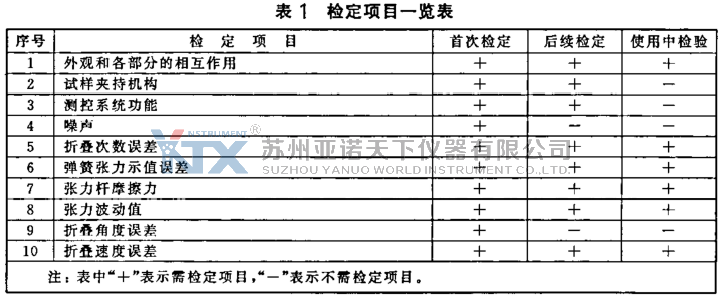
6.2.1檢定項目一覽表(見表1)
6.2.2外觀和各部分的相互作用
6.2.2.1要求;應符合5.1.1~5.1.4的規定。
6.2.2.2檢定方法:按要求自測、實測和操作檢定。
6.2.3 試樣夾持機構
6.2.3.1要求;應符合5.2規定。
6.2.3.2檢定方法:取一條標準尺寸的試樣,將試樣夾持在上下夾頭之間,試樣夾緊后用手拉動試樣,觀察判斷試樣夾持是否牢靠,操作是否省力。
6.2.4 測控系統功能
6.2.4.1 要求:應符合5.3規定。
6.2.4.2檢定方法:開機試驗檢定。
6.2.5噪聲
6.2.5.1要求:應符合5.4規定(≤65dB(A))。
6.2.5.2 檢定方法:用聲級計實測檢定。
6.2.6折疊次數誤差
6.2.6.1要求;應符合4.1要求。
6.2.6.2檢定方法
折疊次數誤差的檢定按以下順序進行:
——試驗準備:將張力桿用手指壓下,張力指針指在9.8N刻度線上,用張力桿鎖緊旋鈕將張力桿位置固定﹔
——操作儀器令折疊頭擺動,仔細觀察折疊頭擺動情況,并記數折疊頭往復擺動次數,當擺動達到100 次時,立即將張力桿鎖緊旋鈕打開,張力桿立即回彈復位,擺動停止。以上操作重復三次,三次測量顯示的擺動次數的算術平均值與實際記數的次數之差即為擺動次數誤差。
6.2.7彈簧張力示值誤差
6.2.7.1要求;應符合4.2規定。
6.2.7.2檢定方法
張力示值誤差按以下順序進行檢定:
——將標稱重力值為9.8N的力砝碼放在張力桿頂端的托帽上。調節張力標尺位置使張力標尺的9.8N刻度線與張力指針對準。
——取下9.8N力砝碼,分別換裝4.9N和14.7N力砝碼,在張力標尺上讀數。張力指針示值與力砝碼標稱值之差即為彈簧張力示值誤差。
6.2.8 張力桿摩擦力
6.2.8.1要求:應符合4.3規定。
6.2.8.2檢定方法:在張力桿上端按順序分別放置9.8N、4.9N、14.7N重力砝碼,力砝碼放置后指針指示出相應張力。將上夾頭用手輕輕向下拉,指針偏離原位,然后緩慢減小拉力至自由狀態,由刻度標尺上估讀張力示值f1。再用手將上夾頭向上托起,然后緩慢放回至自由狀態,由刻度標尺上估讀張力示值f2。張力桿摩擦力fm=f1一f2.
6.2.9張力波動值
6.2.9.1要求;應符合4.4規定。
6.2.9.2檢定方法:切取一張耐折度值較高的紙試樣,夾在上下夾頭間,在9.8N張力條件下做耐折度試驗。在試樣被折疊過程中,仔細觀察張力指針上下跳動的情況,根據指針的跳.動量,在張力標尺上估讀出張力波動值(N)。
6.2.10折疊角度誤差
6.2.10.1要求;應符合4.5規定。
6.2.10.2檢定方法:用萬能角度尺實測折疊頭的實際擺動角度。分別測量折疊頭向左、向右擺動的角度。實測值與標稱值之差即為折疊角度誤差。
6.2.11折疊速度誤差
6.2.11.1要求;應符合4.6規定。
6.2.11.2檢定方法
開機實測法檢定。檢定操作順序如下:
——將張力桿壓下,指針指在9.8N刻度位置,鎖定張力桿﹔
——開機,同時用秒表計時,折疊頭往復擺動。當達到1min時立即停機,儀器顯示屏將記錄1min的往復折疊次數。以上試驗重復三次,三次實測值均不應超過175次/min士10次/min 的要求。
6.3 檢定結果的處理
6.3.1 經檢定合格的耐折儀發給檢定證書,檢定不合格的耐折儀發給檢定結果通知書,并注明不合格項目。
6.3.2檢定證書內頁應注明檢定條件、檢定項目、檢定結果,準確度等級、誤差。
6.4檢定周期
檢定周期一般不超過一年。
- 創傷骨科應用 2023-12-14
- 安全鞋外底剛性試驗機 2023-04-23
- DIN55662涂層和清漆耐高壓水沖擊試驗 2023-04-01
- Ford FLTMBO160-04涂料油漆耐高壓水噴 2023-04-01
- Ford VCS 1029,54719高壓蒸汽噴射試驗 2023-04-01
- PV3987高光耐磨測試方法 2023-03-17
- 馬丁代爾織物耐磨性測試:ISO 12947最 2023-02-27
- 手機可靠性測試包括哪些檢測項目和標 2023-02-27