|

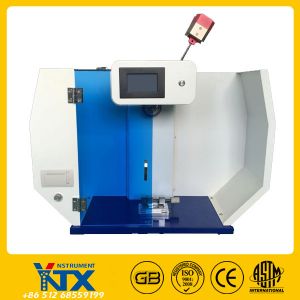
1.線材扭轉試驗機的主要用途及適用范圍:
EZ—10金屬線材扭轉試驗機,依據《GB/T239-1999線材扭轉試驗方法》規定的技術要求制成。是我廠研制的一種數顯計數的新型線材扭轉試驗機,主要用于Ф3.0~Ф10金屬線材的扭轉試驗。用于測定金屬線材在單向或雙向扭轉中承受塑性變形的能力及顯示線材的表面和內部缺陷。為生產線材和使用線材的單位提供了可靠的測量手段。
2.線材扭轉試驗機的主要規格、技術參數和技術指標:
序號 項 目 名 稱 規格參數及指標
1 檢測線材直徑 (mm) Ф0.5~Ф10.0
2 兩夾頭同軸度 (mm) <Ф0.4
3 移動導軌在全長范圍內的平直度 (mm) <0.2
4 兩夾頭間ZUI大距離(mm) 600
5 扭轉盤旋轉速度(轉/分 ) 0~60±10%
6 旋轉圈數ZUI小讀數值 1
7 鉗口硬度 HRC 55~65
8 軸向加力砝碼 ±1%
9 試驗機工作噪聲 <70dB
10 電源電壓(必須有可靠的接地措施) ~220V 50Hz
3.線材扭轉試驗機的工作條件:
3.1 在室溫100C~350C范圍內;
3.2 在穩固的基礎或工作臺上,正確安裝,其水平度小于0.2%;
3.3 在無振動的環境中;
3.4 周圍無腐蝕性介質;
3.5電源 交流 220V±10% 50Hz
4.線材扭轉試驗機的結構特征及工作原理
EZ—10線材扭轉試驗機由機械部分和電器兩大部分組成。線材扭轉圈數計數為電子計數。試驗過程中按照標準施加的軸向力、旋轉加力、試驗試件斷開時的圈數鎖存、終止試驗均由電子電路控制,操作簡單方便。
4.1 機器的左端為軸向可移動夾具,夾具的移動采用了滑動軸承,摩擦阻力小,可靠的保證了軸向移動的平直度。
4. 2 移動夾具下方裝有可移動導軌,試驗時根據試樣的要求調節左右卡盤之間的距離,調整好后通過鎖緊手柄鎖緊移動卡盤座。
4. 2 軸向加力采用了10:1杠桿砝碼加力,砝碼的精度優于1%,在調節。
4. 3 機器的左端是溜板箱,溜板箱由1kW的電機拖動,使之可左右移動,溜板箱內由步進電機、減速機、光碼盤和可旋轉夾頭組成。機器的ZUI左端裝有左移限位開關,保證設備的安全。
4.2電器系統:由供電部分、控制部分、顯示部分組成。
5.線材扭轉試驗機安裝與調整:
5.1將設備從包裝箱中取出,放置的環境不能有腐蝕性介質,使用準確度不低于0.05mm/m的水平儀,將設備的水平調整到不大于0.2‰水平上,將電源線及通訊線連接好,把減振座放在砝碼托盤底下。
5.2把電源插頭插在電源插座上,打開設備左端電源總開關(向上推)。
5.3調整砝碼托盤高度:
觀察右端砝碼托盤在自由下垂的位置時是否落在減振座上,如有間隙見圖1,調整調節螺釘,使砝碼托盤落在減振座上。然后用手拉動夾頭使杠桿處于水平位置,觀察砝碼托盤是否離開減振座,數字鎖定開關是否彈起,如沒有離開減振座,調節緊固裝置上的螺釘,上拉鋼絲繩使拖盤離開減振座,擰緊緊固裝置上的螺釘,再讓砝碼托盤自由下落,觀察是否落在減振座上。如此反復調整使砝碼托盤自由下落時落在減振座上,杠桿處于水平位置時離開減振座即可。
6.線材扭轉試驗機使用與操作(請對照產品仔細閱讀)
6.1試件的準備
a)試件的長短按GB/T239-1999金屬線材扭轉試驗方法規定:
1.0~<ф5.0 L=100d Ф5.0~Ф10.0 L=50d
加上夾頭的裝夾長度每端為30mm,共60mm
b)試件盡可能平直,必要時可用手矯直,當用手不能矯直時,可將試件置于木材、塑料、銅質表面上,用這些相同材料制成的錘子或其它方法輕輕矯直。但不能傷及表面,也不得扭曲試件,局部有硬彎的線材不得用于試驗。
6.2試件的裝夾
a)先將防護罩推到主機一側,打開主機左端的電源總開關,根據試件的長短調整兩卡盤的距離,調整卡盤距離前先將左端杠桿軸上的壓線螺釘松開,再將導軌上的鎖緊手柄松開,調整卡盤間距離,調整好后將試件的一端插入在一夾頭內30mm,用卡盤板手擰緊,然后照同樣的方法夾緊試件的另一端。試件安裝完畢后將鎖緊手柄鎖緊,擰緊杠桿軸上的壓線螺釘,再將防護罩移動到試件的安裝位置,以起到保護作用。
b) 試件軸向拉緊力及扭轉速度選擇。根據GB/T239-1999的要求,為使試件在試驗過程中平直,應施加某種形式的拉緊力,這種拉緊力不得大于試驗線材公稱抗拉強度相應力值的2%,該試驗機采用10:1杠桿砝碼加力,其加力大小等于砝碼標稱值×10。
速度選擇按GB/T239-1999的表3選擇。
表3
線材直徑d
或特征尺寸D 單向扭轉 (轉數/分) 雙向扭轉(轉數/分)
鋼 銅及銅合金 鋁及鋁合金
3.0~<3.6 60 60 60 60
3.6~<5.0 30
5.0~10.0 30 30
7、線材扭轉試驗機按鍵操作介紹:
7.1 0 、 1 、 2 、 3 、 4 、 5 、 6 、 7 、 8 、 9 、• 數字輸入鍵;
7.2清除鍵:在數據輸入界面下,該鍵清除當前輸入的數據,重新輸入新的或正確的數據。
7.3 設置鍵:在系統等待狀態下,輸入該鍵后,系統進入設置界面,設置試驗參數。
7.4 查詢鍵:該鍵無效
7.5標定鍵:該鍵無效
7.6清力鍵:該鍵無效
7.7清伸鍵:按下該鍵后,將對當前試驗計數值清零。
7.8功能鍵;在系統等待狀態下,該鍵進入試驗時間設置界面設置試驗時間。
7.9 ▲ 鍵:在系統等待狀態下,電機右旋啟動鍵,試驗前安裝樣簧調節用;在參數設置狀態下,該鍵用于前后翻頁。
7.10 ▼ 鍵:在系統等待狀態下,電機左旋啟動鍵,試驗前安裝樣簧調節用;在參數設置狀態下,該鍵用于前后翻頁。
7.11停止鍵:用以控制電機的停止或試驗結束。
7.12試驗鍵:啟動試驗進行。
7.13確認鍵:對輸入數據或功能提示的確認。
7.14 退出鍵:退出當前操作界面或進入下一造作界面。
8、線材扭轉試驗機參數設置:
8.1 設置試驗頻率:該參數值是指每分鐘的扭轉頻率,1—60范圍內,超出該范圍顯示錯誤提示。
8.2 設置試驗次數:0—9999范圍內,該參數為0時,試驗過程是破壞性扭轉試驗,當試樣扭斷時,顯示試樣斷裂提示,此時ZUI后顯示試驗次數即為斷裂扭轉試驗次數;該參數不為0時,試驗過程為定次數扭轉試驗,若試樣在該次數前斷列,顯示定扭轉次數試驗不合格提示,若試樣達到該扭轉次數而不斷裂,顯示定扭轉次數試驗合格提示。
8.3 設置試驗方向:設置試驗時的加載方向,根據材料的特性而定。
9. 線材扭轉試驗機維護與保養:
9.1杠桿軸承及移動夾頭部分滑動軸承3個月上一次20號機油,
9.2長期放置,須清洗杠桿軸承、導軌及移動夾頭中的滑動軸承,清洗后上20號機油。
|