亞諾天下公司吸收了以30年的工控
經驗和不斷發展的技術和人才,為world級公司長期配套高精度電控設備:

上圖是我們為北京某杰出企業設計和制造的某西門子S7-300為核心的PLC電控柜。

上圖為我們為浙江某紡織企業定制繞線機控制
上圖為西門子300冗余

上圖為三菱系統的
具體來說, 我們電氣控制系統的流程如下:
1、選擇元器件
機型選擇的基本原則是在滿足控制要求的前提下,保證可靠、維護方便
主要有:空開、接觸器、PLC、變頻器、傳動傳感以及人機界面等;
至于品牌我們一般采用西門子、三菱、施耐德、臺達、AB與丹佛斯等,客戶可以任選!
  
  

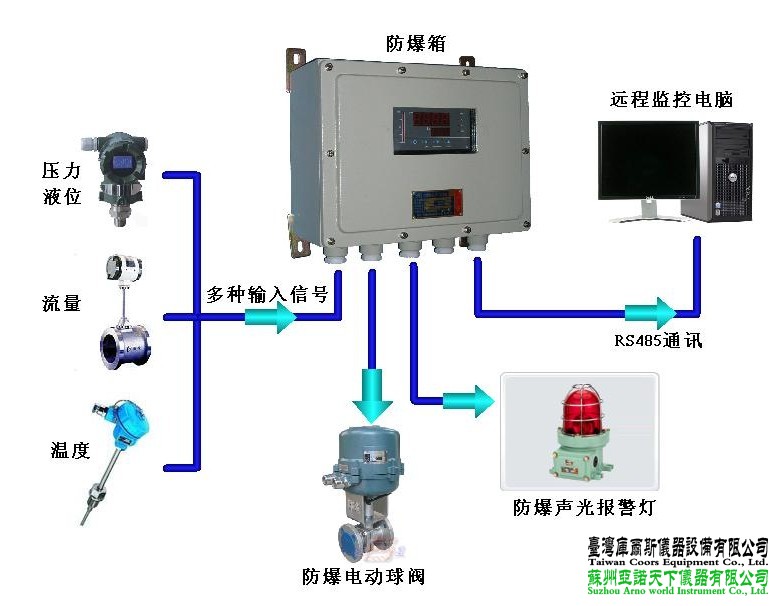
其中的特殊功能模塊:比如有溫度、壓力、流量、液位等,選用模擬量IO,配接相應的傳感器、變送器和驅動裝置等:

我們的北京某項目被評為卡夫集團中國區樣本工程,本公司同時也是施耐德中低壓集團的核心自控商;:其開關類為施耐德,接觸器采用西門子,PLC采用AB,中繼采用OMRON,而傳送部分采用了丹佛斯系列,可謂多國部隊集于一身:)
本公司制作電氣控制柜與低壓配電柜,歡迎合作!
2、軟件程序設計
我們一直認為PLC才是生產系統核心,而工控機則是管理系統,核心,從而組成DCS系統:

3、 制作控制柜及現場施工
1)制作控制柜時,我們先畫出PLC的電源進線接線圖和輸出執行元件的供電接線圖;
2)畫出電氣柜內元器件布置圖,相互間接線圖;畫出控制面板元器件布置圖。
3)如果PLC的供電電源帶有干擾,設置濾波器、隔離變壓器,另外我們把信號線、電源線、
動力線分開,并用線槽或金屬管走線。
4)我們也特別注意安裝要安全、正確、可靠、合理、美觀,并處理好PLC的接地,同時
注意提高系統的抗干擾能力,注意防火防爆!
5) 通訊系統的選擇:PROFIBUS現場總線通訊距離長,容易擴展,但通訊速度慢,通訊數據量小;
工業以太網通訊速度快,交換數據量較大,但通訊距離大,長距離有衰減,不易擴展,網絡通訊的ZUI
終目的是形成集散監控系統(DCS系統:
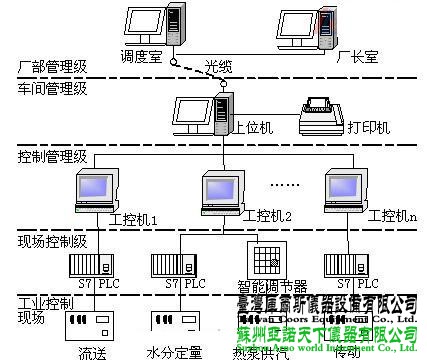
如上為超薄工控機,我們ZUI終還是把下位機與上位機相結合,通俗地說:把PLC系統與電腦系統融為一體!
4、 系統調試
系統安裝完畢后我們進行調試,一般先對各單元環節和各電柜分別進行調試,然后再按動作順序,模擬輸入控制信號,逐步進行調試,觀察程序執行和系統運行是否滿足控制要求,如果有問題,先修改軟件,必要時再調整硬件,直到符合要求為止。沒有問題后,投入運行考驗(如下圖-2013年1月底為中核蘇閥調試閥門系統:)

上圖為:2009年11月11日,我們在吉林石化現場調試大型項目:中央空調系統(這是其中的一臺內機系統:本公司王工帶隊)
5、 編制技術文件
系統調試和運行考驗成功后,我們就整理技術資料,編制技術文件,包括電氣原理圖、元件明細表、軟件清單、使用說明書等,并提供給業主。
6、 培訓客戶
為了方便客戶操作和必要的維護,每次項目即將結束,我們都會對客戶進行培訓,直到用戶能完全獨立操作為止。

(蘇州工業園區福斯流體-本公司朱工)
7、 售后服務與改造
我們為用戶提供ZUI快速周到的服務,同時在合同中注明:“我們一般提供兩年的保修期,終生維護,在保修期內,如確認是質量問題,我們免費更換和維修!” 。

上圖為:2006年8月底,我公司周工在阿海琺集團調試檢修老設備的油路..
------------------------------------------------------------------------------------------------------------------------------------------------------------
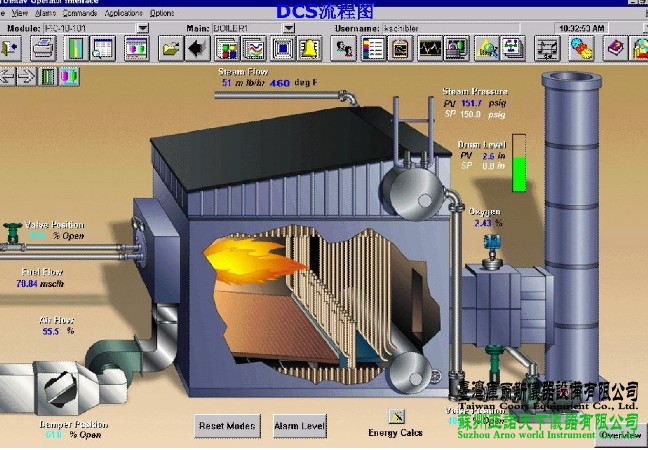
公司ZUI終形成下位機與上位機的結合,具體該DCS系統,請點擊“集散系統”主菜單,謝謝
謝謝合作,歡迎光臨!

|